


》》》性能简介:
本重锤式料位计是钢带式,新技术,一体式隔离结构,使粘染粉尘的空间和工作部件完全
隔开,再也无须担心粉尘对电机、减速器、传动机构等产生影响,大大增加了工作稳定性可靠性
及使用寿命,而且将二次表集成在传感器中,避免了连接电缆引入的干扰影响,加上钢带结构更
便于更换易损部件,特别适用于水泥、冶金、煤碳、饲料、粮食、钢铁、电厂等行业,能在高温
(200℃以上)、大粉尘、湿度变化大等极端恶劣环境下准确测量,还能用于测量液态物料、固-液
分界面(如泥水界面、石粉-水界面)、液-液分界面(油水界面)的高度,在水泥仓、煤仓、粉
尘仓、沉淀分离池等料(液)位的测量中被大量使用。
》》》主要技术指标:
◆料位测量范围:00.00~69.99米
◆料重显示范围:000.0~999.9吨
◆显示分辨率:数字2.5cm;模拟光柱2%
◆测量误差:≤±3㎝(料位)
◆自动测量间隔:1~9999秒
◆报警上限:0~69.99m,继电器触点容量AC220V/5A
◆报警下限:0~69.99m,继电器触点容量AC220V/5A
◆传感器到仪表传输距离:≤1Km
◆输出信号:数码管及光柱显示高度、重量,4~20mA变送远传
◆供电电源:AC220V;50HZ
◆工作环境:
仪表:温度-15~40℃;湿度<85%
传感器:温度-40~70℃;湿度≤90%
重锤、钢带:工作温度<800℃
◆消耗功率:传感器≤220W;仪表5W
◆仪表安装方式:盘装
外形尺寸:144x108x140(㎜)
开孔尺寸:139+1x102+1(㎜)
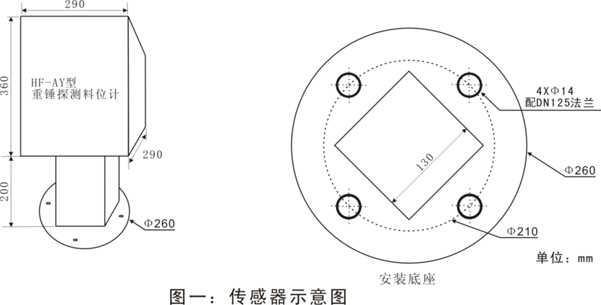
◆传感器外形及安装尺寸:(见图一)
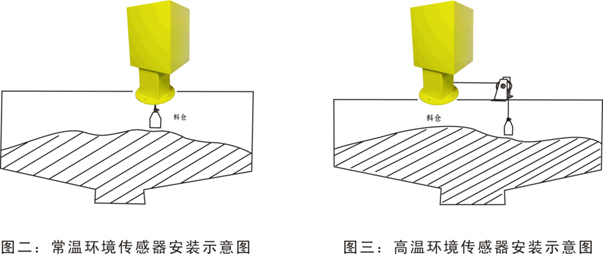
◆传感器标准安装(见图二)及高温环境安装 (见图三)方法:
一、概述
1.HF-AY型重锤式料位计是在HF-AZ型重锤式位计基础上改进而成的目前最新一代物位仪表,为钢带型,除了保持了HF-AZ型运行稳定可靠等优点外,还加入了最新设计:一体式隔离结构,使粘染粉尘的空间和工作部件完隔开,再也无须担心粉尘对电机、减速器、传动机构等产生影响,进一步增加了工作稳定性可靠性及使用寿命,加上钢带结构更便于更换易损部件。
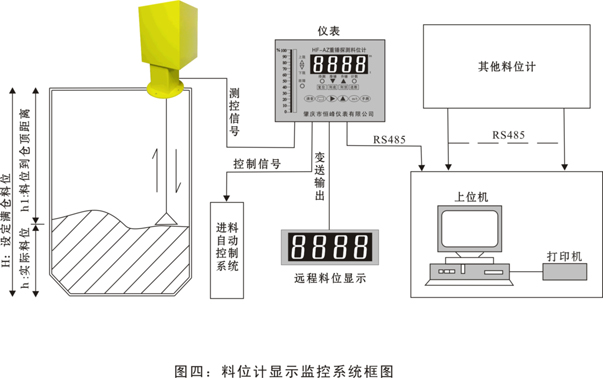
2.本重锤式料位计依然是由传感器和控制显示仪表组成,但已经集成在传感器内部,安装更方便,去掉了连接电缆引入干扰的可能性,抗干扰能力更强。传感器采用重锤探测式,各种信号由无机械触点的磁敏元件取出,运行可靠。传感器安装于仓顶,重锤由电机通过不锈钢带牵引吊放在仓内。仪表控制传感器自动定时对料位进行探测,每次测量时重锤从顶仓起始位置开始下降,重锤接触到料面立即返回到仓顶等待下一次测量。仪表对重锤下降过程中传感器发出的信号处理后显示出料位高度值(h)或存料重量(t)并发出越限报警信号及4~20mA料位模拟信号。仪表采用最新单片微机和软件技术,功能强大、操作简易,传感器因测量的料位类别不同而配备相应外形、结构的重锤。特别适用于水泥、冶金、煤碳、化工、饲料、码头、粮食、钢铁等各种高温粉状、块状、颗粒状及高温度液态物料的料位和两种液体分界及沉淀物高度的在线检测与控制。在水泥仓、煤仓料位的测量中已经被大量使用,是这方面测量的主流测量工具。
3.本重锤式料位计可直接输出料位变送信号,以满足远程多处显示,还可单独显示料位并同时带通讯接口。不仅能独立构成自动上料控制系统使用,还可与上位计算机联网构成集散型监控系统,以实现对各现场料位的数据存储、管理及打印。
二、料位计的重锤:
测量不同类型的料位时为保证测量准确、可靠,所配备的重锤外形及结构是不同的。
.不同重锤外形及结构见下图所示:

三、重锤式料位计控制显示仪表面板设置见下图:
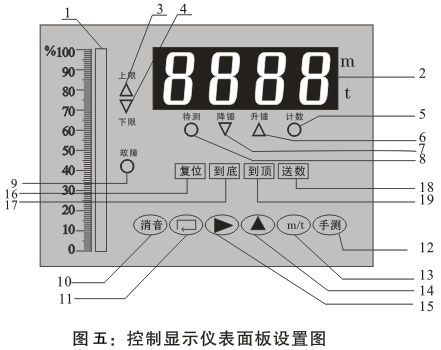
.仪表面板设置说明:
◆工作状态提示符:
1:料位光柱显示 2:料位数字显示 3:越上限提示光符 4:越下限提示光符 5:计数提示光符 6:升锤提示光符 7:降锤提示光符 8:待测提示光符 9:故障提示光符
◆操作设置用按键:
10:消音键 11:选项键/参数读出 12:手动测量键 13:料位/料重显示切换键 14:增加键 15:移位键
◆仪表试验用按键
16:复位键 17:到底信号键 18:送数键 19:到顶信号键
四、重锤式料位计产品型号:

五、重锤式料位计功能及特点:
.主要功能:
◆仪表有数字及模拟光柱双显示,数字显示精确的料位高度或重量,模拟光柱显示相对满仓的百分数,可直观地看到料位状态。
◆参数设置通过仪表按键预置,简单、方便,并可通过按键读出。
◆可供预置或读出的参数:
①满仓料位(HH)(即料位测量范围值在订货指定量程内设置) ②满仓重量(EE) ③上限报警高度(AH) ④下限报警高度(AL) ⑤自动测量间隔时间(tt)
◆有自动测量功能,自动检测间隔设置为1~9999秒料位计自动定时测量。待测状态时也可以手动测量。若自动测量间隔时间置“0”为手动状态,只能手动测量。
◆仪表有故障报警及上、下限越限报警。报警时,面板有LED光符点亮提示,表内有蜂鸣器鸣叫提醒,并分别输出一对继电器常开接点供控制式报警系统使用,故障报警时数码管显示故障代码,故障代码对应的故障种类如下:
代码E1:不计数(降锤时仪表两秒内没有收到计数脉冲)
代码E2:埋锤(升锤时仪表两秒内没有收到计数脉冲)
代码E3:丢锤或失重检测故障(升锤时有失重信号达两秒)
注:发生任一种故障,仪表都能自动把重锤提回仓顶,减少了埋锤机会。
◆仪表预置好满仓料位之后,重锤下降的最大行程为该设定值,到此距离即使不能碰到料面也不再下降而转为升锤,料位显示为00.00,这样就可以防止空仓时重锤进入出料口发生故障。
◆仪表有复位升锤功能,按‘复位’键或仪表上电,仪表即控制传感器升锤,这样就避免了测量时突然断电,再上电,送料时出现埋锤。
◆有远程手动功能,传感器护罩下正右角方装有一个常开按键接至仪表端子26、22按动钮即进行手动测量,以方便安装维护检查。
远程禁测功能,可在仪表端子3、4上外接一开关,当开关打开时,可进行测量;当开关闭合时手动与自动定时测量均不能进行测量。该对端子引入送料机,可回避进料时埋锤现象以提高运行可靠性。
◆抗干扰能力强:仪表输入、输出均带光电隔离,并有死机自动复位功能。
◆仪表有0~10mA或4~20mA模拟量变送输出,可供远传显示或记录。
◆料位计配有RS485通讯接口,Modbus通讯规约,可与上位机联网构成DCS系统。
.特点:
◆本仪表采用最新CPU芯片及软件技术,使显示控制仪表具有:智能化、小型化、抗干扰能力强、可靠性高等特点。
◆电源、变送输出、传感器信号、通讯等电路全隔离。
◆传感器配用最新设计的到顶、计数、到底发讯机构和高档霍尔器件,及采用先进采样方式,分辨力达到0.025m,误差±0.03m。
◆电机控制采用进口高耐压、大电流的双向可控硅及完善的保护措施,无触点、可靠性高、寿命长。
◆报警方式有上下限、上上限、下下限、关闭四种方式或可选择,以满足用户的不同需求。
◆仪表各种参数、功能均可在面板上输入密码用按键修改。
◆传感器配用长寿命、强力矩专用电机,避免埋锤及适应多种安装方式,工作更可靠。
◆具有多种外形结构的重锤以满足各类料位的准确可靠测量。
六、重锤式料位计传感器接线及自动进料控制:
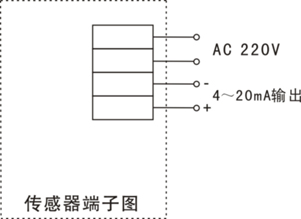
◆接线方式一(二次表与传感器不分离):
传感器和仪表已经集成一体,只需连接好供电电源及信号输出共四根线即可,见下图:
◆接线方式二(二次表与传感器分离):
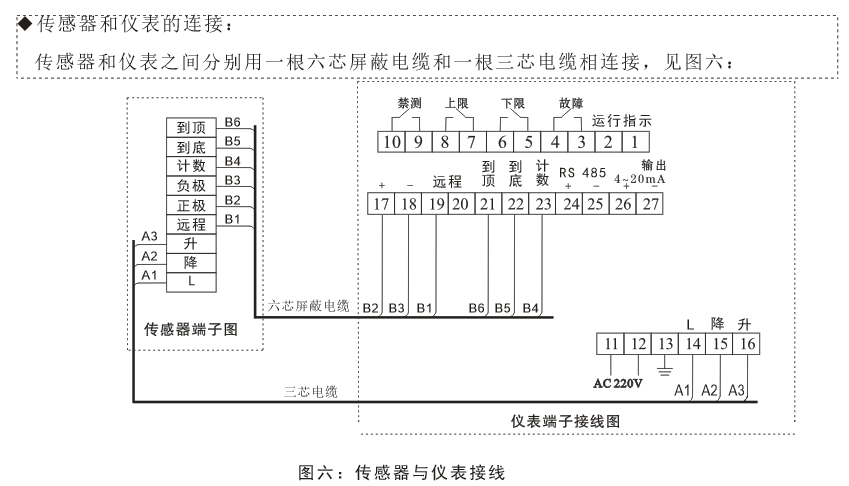
注:端子3、4为故障报警;7、8为上限报警;5、6为下限报警,均为继电器常开接点输出
(容量220V;5A)
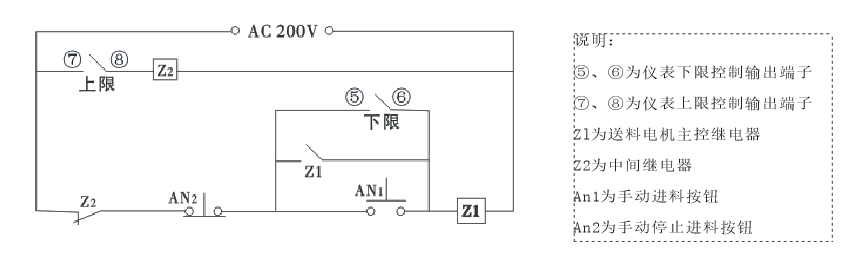
◆自动进料控制:
利用仪表的上、下限报警接点输出,可实现料位的自动控制,其电原理图见下图。
◆系统的组合与配置:
重锤式料位计监控系统(见图一)用户可根据需求选择仪表的功能及品种,通讯及远程XMT-604数显报警仪为选购项。
如自动控制进料或多处监测,可将传感器与料位显示控制仪表安装在一处,监控室可选配XMT-604数字显示报警仪接收料位4~20mA信号,并配装‘远程手动’按键即可实现监测,这样可降低电缆用量节约费用。
七、重锤式料位计仪表操作:
仪表基本功能参数设定方法:
基本参数的设定范围:
满仓料位(HH):00.00~69.99米(见特别提示)
满仓重量(EE):000.0~999.9吨
报警上限(AH):00.00~69.99米
报警下限(AL):00.00~69.99米
自动测量定时(tt):1~9999秒
报警方式:(AA):0~3
特别提示:料位计钢带长度是按用户订货时指定量程配置的。设置“空仓高度”即量 程值时,只可小于或者等于订货指定量程值,若设置大于订货量程值,可能会造成传感器故障。
仪表基本参数功能的设定方法:
1、仪表功能参数设置用按键功能定义:
①‘消音’键:当发生故障或上、下限报警时,仪表发出蜂鸣声,按‘消音’键可消除蜂鸣声及断开故障报警继电器输出接点。
②‘手动’测量键:在待测状态下按一下此键可立即进行一次测量。
③ 选项键:在测量状态可用于已设置参数查询。测量状态按此键可使仪表显示‘LC’,再按此键仪表显示‘0000’若输入不同的密码,则可进入不同的菜单进行参数的修改;若连续按此键,不输入密码,则仪表将顺序依次显示已设置的基本参数提示符及参数值后回到测量状态,此时只能读参数而不能修改参数。
选项键:在测量状态可用于已设置参数查询。测量状态按此键可使仪表显示‘LC’,再按此键仪表显示‘0000’若输入不同的密码,则可进入不同的菜单进行参数的修改;若连续按此键,不输入密码,则仪表将顺序依次显示已设置的基本参数提示符及参数值后回到测量状态,此时只能读参数而不能修改参数。
④‘ u’移位键:设定参数时,用于选定当前要改变的数值位。
⑤‘ ▲’增加键:设定参数时,用于改变当前数位值的大小。
⑥‘m/t’料位/料重切换键:按此键可选择显示料位或料重值(切换至料重显示时若不切回到料位显示,将继续显示料重值)。
2、仪表功能参数的设置操作:
按,仪表显示LC表示要求输入(仪表功能)设置密码,再按仪表显示0000,然后按‘u’同时配合‘▲’,输入仪表功能设置密码1988,再按仪表显示HH(满仓料位值提示),再按显示原设置值。操作‘u’‘ ▲ ’键,可修改满仓料位值;此时再次按,仪表显示EE满仓料重值提示,再按,显示原设定值,可操作‘u ’‘ ▲ ’键修改满仓重量值;再次按仪表显示tt(测量间隔值提示),再按 ,显示原设置值,操作‘u ’‘ ▲ ’键可修改自动测量时间间隔值(若时间间隔设为0000,则此时为手动测量方式,每按“手动”测量键一次,进行一次测量,否则始终为待测状态)。再次按 ,仪表显示AH(报警值输入提示)再按 显示原设报警值,操作‘u ’‘ ▲’键,可修改报警上限值。再次按 仪表显示AL报警值输入提示,再按 显示原设值,操作‘u ’‘ ▲ ’键可修改报警下限值。再次按仪表显示AA(报警方式输入提示),再按显示原设置代码,操作‘u ’‘ ▲ ’键可修改报警方式代码,每个参数若进行修改,必须再按确认所修改参数,否则修改的参数值无效。再按键使仪表返回料位显示。
3、报警方式AA代码与AH,AL含义:
报警方式代码AA设0:AH为报警上限值,AL为报警下限值;
报警方式代码AA设1:AL为第一报警上限值,AH为第二报警上限值;
报警方式代码AA设2:AH为第一报警下限值,AL为第二报警下限值;
报警方式代码AA设3:无报警功能,AH、AL设置值无效。
4、变送输出参数校正:
用0.1级0~25mA标准电流表串500Ω负载电阻再接至仪表端子1、2。
4、变送输出参数校正:
用0.1级0~25mA标准电流表串500Ω负载电阻再接至仪表端子1、2。
按 仪表显示LC要求输入(变送输出)校正密码,再按 仪表显示0000,然后按‘u ’同时配合‘▲ ’,输入变送输出校正密码8088,再按仪表显示dAH变送输出上限值提示,再按观察电流表读数,应为20.00mA±0.08(RL≤500Ω),若超差,可按‘u ’同时配合‘▲ ’校正,再按 仪表显示dAL变送输出下限值提示,再按观察电流变送输出下限值,此时按‘u ’同时配合‘▲ ’校正,使变送输出为4.000mA±0.08,再按仪表返回料位显示,同时所设参数生效。
5、RS485通讯参数设置:
按仪表显示LC输入密码提示,再按仪表显示0000,然后按‘u ’同时配合‘▲ ’ 输入通讯设置密码1996,再按仪表显示Ad代码提示,再按操作‘u ’‘ ▲ ’输入通讯地址(001--255),再按仪表显示CO通讯参数提示,再按操作‘u ’ ‘▲ ’输入波特率和奇偶校验,输入完毕,再按仪表返回料位显示,同时所设参数生效。
波特率及奇偶校验设置参数如下表:

◆仪表的测试
1、试验用按键功能定义:(仪表后端子板‘测量/试验’按钮在‘试验’位置时有效)
①‘复位’键:
当设置错误或者运行发生故障停止测量时,仪表会显示故障代码并停止测量,排除故障后按‘复位’键仪表将重锤提到仓顶,等待下一次测量。
②‘到顶’信号键:
在仪表处于试验状态时,用于模拟到顶传感器给仪表提供到顶信号,按一下此键,模拟一个到顶信号。
③‘到底’信号键:
在仪表处于试验状态时,用于模拟到底传感器给仪表提供到底信号,按一下此键,模拟一个到底信号。
④‘送数’键:
在仪表处于试验状态时,用于模拟计数传感器给仪表提供计数信号,按下此键的时间长短,可控制发出计数脉冲的个数。
2、仪表功能的检验:
仪表出厂前已经检验合格,即使修改仪表设置也不必进行检验。
在使用过程中仪表工作异常可进行以下试验:
首先将仪表后端子板下的‘测量/试验’按钮按下去,使其处于‘试验’状态,用户即可在不断开传感器的情况下,操作仪表显示面板上的‘复位’、‘到底’、‘到顶’、‘送数’键,模拟传感器的信号检验仪表工作是否正常,具体步骤如下:
① 按使用要求设置仪表的基本参数和报警功能方式。
② 测量功能试验:如条件允许可将传感器架高,实测物体高度,用卷尺对比更为方便。
模拟测量:
按‘复位’键后进入升锤状态,2秒内按‘到顶’信号键,此时仪表处于待测状态,然后按‘手动’测量键,同时在2秒内按住‘送数’键不放(直到‘待测’灯亮再松开‘送数’键),此时‘计数指示’灯闪烁,同时‘升锤’指示灯亮,然后按一下‘到顶’信号键,此时‘降锤’批示灯亮,同时‘升锤’指示灯灭,然后适当时刻按一下‘到底’信号键,此时‘降锤’指示灯灭,同时‘升锤’指示灯亮,然后按一下‘到顶’信号键,此时‘待测’指示灯亮,同时放开‘送数’键,一次测量过程完成,在此过程中,记下‘降锤’指示灯从亮到灭这段时间内‘计数’指示灯闪烁的次数为N,此时仪表所显示的料位高度应为:(HH-0.025×2×N)米(HH为空仓高度的设定值),误差不应超出±0.03m,则测量功能正常。
3、报警功能检查:
①上、下限报警功能检查:此功能只须试验所使用的报警方式。
先将仪表报警方式设为0,然后按测量功能试验步骤操作使料位显示值分别大于报警上限AH设定值和小于报警下限AL设定值,检验相应指示灯及对应报警继电器输出端子是否闭合,蜂鸣器是否鸣叫,按‘消音’键鸣叫声应消除。
②上、上限报警方式试验:
将仪表报警方式设为1,然后按测量功能试验步骤操作使料位显示值分别大于AL、AH,即第一报警上限和第二报警上限设定值,对应报警继电器输出端应闭合,越上限指示灯应亮,蜂鸣器叫按‘消音’键鸣叫声消除。
③ 下、下限报警方式试验:
将仪表报警方式设为2,然后按测量功能试验步骤操作使料位显示值分别小于AH、AL,即第一报警下限和第二报警下限设定值,对应报警继电器输出端应闭合,越上限指示灯应亮,蜂鸣器鸣叫按‘消音’键鸣叫声应消除。
④不报警方式试验:
将仪表报警方式设为3,然后按步骤①操作使料位分别大于报警上限和小于报警下限,此时报警继电器应不动作,越上、下限指示灯均不亮,蜂鸣不鸣叫。
4、故障报警功能检查:
① 按步骤2.(2)使降锤时连续2秒不送数(即松开‘送数’键2秒),此时数码管显示‘E1’表示1号故障,同时蜂鸣器鸣叫,故障报警继电器输出接点闭合,故障指示灯亮。在故障报警后,仪表将继续升锤,若在2秒内又有计数信号,则将重锤提至仓顶后停止电机运转,继续处于报警状态。若继续升锤时2秒内仍无计数信号,则仪表将停止电机运转,保持报警状态。
②按步骤2.(2)使升锤时连续2秒不送数(即松开‘送数’键2秒)此时数码管显示’E2’表示2号故障,同时蜂鸣器鸣叫,故障报警继电器输出接点闭合,故障指示灯亮。在故障报警后,仪表将继续升锤,若在2秒内又有计数信号,则将重锤提至仓顶后停止电机运转,仪表继续处于报警状态;若继续升锤时2秒内仍无计数信号,则仪表将停止电机运转达,保持报警状态。
③ 按步骤2.(2)使升锤时连续2秒有到底信号(即按住‘到底’信号键2秒)此时数码管显示‘E3’,表示3号故障,同时蜂鸣器鸣叫,故障报警继电器输出接点闭合,故障指示灯亮。在故障报警后, 仪表将重锤提至仓顶(在此过程中如果又发生别的故障,可能会导致重锤未被提至仓顶而电机停止运转),然后继续处于报警状态。
5、变送输出试验:
按“变送输出参数校正”所示方法将变送输出调好,然后将满仓料位(HH)设好,此时料位0米~HH米依次线性对应4~20mA,然后按步骤2.(2)模拟测量所示方法使仪表料位显示分别为:0、0.5×HH、0.5×HH、0.75×HH、HH。
变送输出应依次为:
4mA、8mA、12mA、16mA、20mA(RL≤500Ω 、0~25mA、0.1级标准读数)。
6、RS485通讯实验:
按“RS485通讯参数设置”所示方法将通讯参数设置好,然后和上位机连起来,通讯正常。
7、试验时在仪表端子3和22上接一常开开关,闭合一下此开关,仪表立即进行一次测量,测量状态远程手动端子21与3内部连通开关。
8、短接仪表尾端子3和4,此时仪表自动测量及手动测量均被禁止,仪表处于待测状态直到解除后方可进行测量。
八、重锤式料位计传感器的测试方法:
重锤式料位计工作正常时无须进行测试,当重锤式料位计功能发生异常时按以下方法测试:
◆切断仪表电源,打开传感器防护罩。
◆把传感器上的5芯航空插头的头旋下来,然后把测试盒的插头插在传感器的航空插头上。
用手压动计数轮正下方的在三角形失重器,使其底部的磁钢正对钢板上六角形霍尔元件,此时测试盒‘到底’灯点亮,松开手时失重器复位‘到底’灯熄灭,说明‘到底’霍尔元件正常。再用手拔动计数轮一周,此时测试盒上的‘计数’指示灯闪亮三次,则说明计数霍尔元件工作正常。松开条形到顶信号磁钢的内六角螺丝,上下移动条形磁钢使其正对六角形霍尔元件时‘到顶’指示灯亮,移开条形磁钢时‘到顶’灯熄灭,则说明‘到顶’霍尔元件正常,若有异常则须检查对应的磁钢及霍尔元件。
九、重锤式料位计传感器的安装与调试
◆重锤式料位计的入仓位置应避开进料口,以避免埋锤现象发生。
◆用户可根据现场条件选择安装方式,在仓顶开一个不小120㎜圆孔以供重锤探入,露天安装应加遮雨防护措施。
◆仓顶环境温度或物料温度高于70℃时,需加装导向滑轮,使传感器主体避开高温探测口。
见图七。

◆合理确定“满仓料位”即料位的变化范围。
①料位测量起始点必须确定在高于出料口位置,以避免卡锤。
②料位的测量上限值应确定在物料一般达不到的位置即可。选取值过高会造成重锤上升、下降所用时间加长,降低测量速度,并造成不必要的磨损与耗能。
③“满仓料位值”是确定的料位测量起点到料位测量上限的距离值,将该值设置进仪表。
◆操作使用提示:
①传感器底板的接地端子应配接良好的接地线。
②电源未采取切断措施,禁止用手触及电机转动及重锤升降机构,以防止手指卷伤。
③若要切断仪表供电必须在仪表‘待测’提示光符点亮时关断,否则可能造成埋锤故障。
④传感器使用前应给减速器加注润滑油至油位计标记高度,半年至一年应更新一次润滑油,否则会发生减速器噪音增大造成磨损。
◆到顶信号调整
可通过调整条形磁钢的高度实现。传感器安装完毕,检察仪表与传感器接线无误后,即可通电试验,如动作正常且测量值正确,说明到顶磁钢不必调整。如测得值不正确,当仪表‘待测’提示光符点亮时,可观察重锤在料仓的位置应与确定的料位上限值位置一致,若稍高于确定高度,按重锤实际高度值设“满仓料位值”即可。若低于确定位置则可按以下方法调整‘到顶’条形磁钢高度即可。
出厂时到顶信号位置是按用户定货量程值已调整好位置。用户不必再调整。
◆钢带的更换方法:传感器在长期的运行中,钢带会磨损或因埋锤故障造成拉断钢带,如钢带长度够用,可重装重锤并将到顶信号条形磁钢位置从新调整好,可继续使用。如钢带不够长时,可按以下方法更换。(注:钢带两侧边缘异常锐利,操作时要小心谨慎,且须带上手套)。
①旧钢带拆卸方法:
仪表在待测状态下切断电源,将旧钢带及重锤从料仓中提出,把重锤上的销卸去,先将钢带盘护
板卸下,然后反向旋转钢带至内圈松散,取下旧钢带,拆下螺钉。
②新钢带的安装方法:
将钢带最内圈拿出来,对准两个螺丝孔固定好,然后整盘放进去,放进去后,将护板装上,装上
后抽出钢带塞入刮尘装置,再装好夹片器。
十、重锤式料位计成套与质量保证。
◆HF-AY重锤式料位计显示控制仪表一台。
◆传感器一台。
◆产品合格证一份、产品使用说明书一份。
◆仪表出厂12个月内发生质量问题免费维修。
十一、重锤式料位计订货须知
◆订货时应提供料位测量量程,储料类别、规格,传感器安装距仓顶高度。
◆测量液体及两种液体界面时还应提供液体性质、温度、密度等参数。
◆注明:是否订购通讯接口、远方显示仪表:XMT-604数显报警仪表。
最省心的重锤式料位计|HF-AZ型
